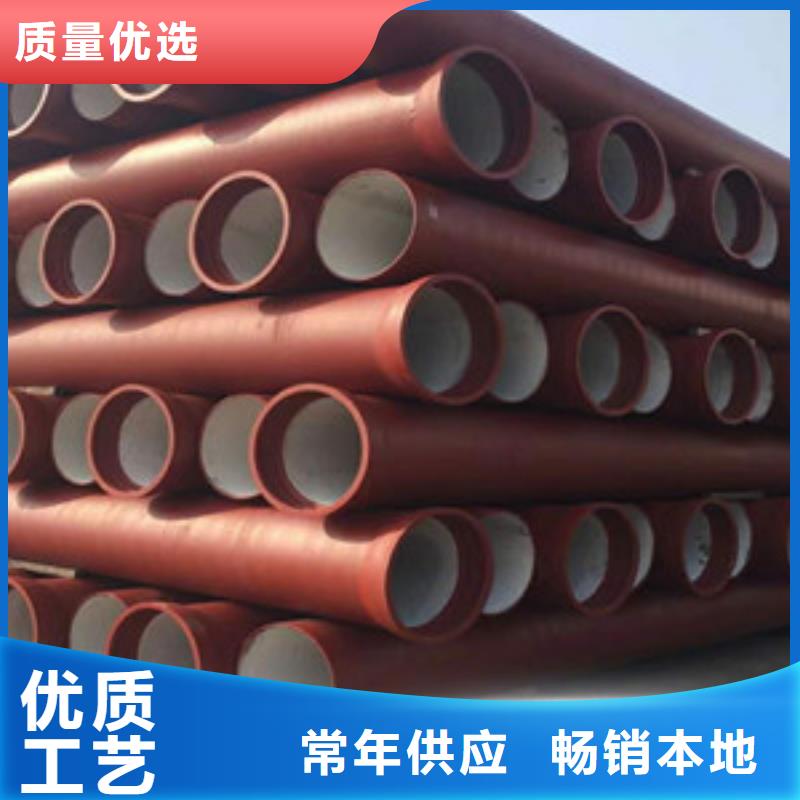
界首k9球墨铸铁管供应商
发布时间:2024-05-14 17:42:39
以下是:界首k9球墨铸铁管供应商的产品参数
| 最小起订 | 1 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 球墨铸铁 |
|---|
| 产品品牌 | 格瑞 |
|---|
| 产品规格 | 100-1400 |
|---|
| 发货城市 | 全国 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | DN100 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 0.095 |
|---|
| 产品颜色 | 黑色 |
|---|
| 质保时间 | 70 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 市政工程 |
|---|
| 是否进口 | 否 |
|---|
| 品牌 | 格瑞 |
|---|
| 规格 | DN100-1400 |
|---|
| 加工工艺 | 离心浇铸 |
|---|
| 类型 | 球墨铸铁 |
|---|
| 用途 | 市政给水消防排污 |
|---|
| 可售地 | 全国 |
|---|
| 计重方式 | 理计 |
|---|
以下是:界首k9球墨铸铁管供应商的图文视频
导读 界首k9球墨铸铁管供应商,福建省漳州市格瑞管业为您提供界首k9球墨铸铁管供应商,联系人:邓经理,电话:0527-88266888、17768165506,QQ:1512053520,请联系福建省漳州市格瑞管业,发货地:聊城开发区发货到漳州。 福建省,漳州市 漳州市,简称“漳”,别称海滨邹鲁,水仙花之乡、中国女排娘家,沿海经济开放区,是中国较早实行对外开放的地区之一,海峡西岸经济区中心城市,三线城市。位于东经116°53′~118°09′,北纬23°32′~25°13′,地处闽南金三角南端。漳州全市陆地面积1.26万平方千米,海域面积1.86万平方千米。截至2022年10月,漳州辖4个市辖区、7个县,市政府驻芗城区。截至2022年末,漳州市常住人口506.8万人。

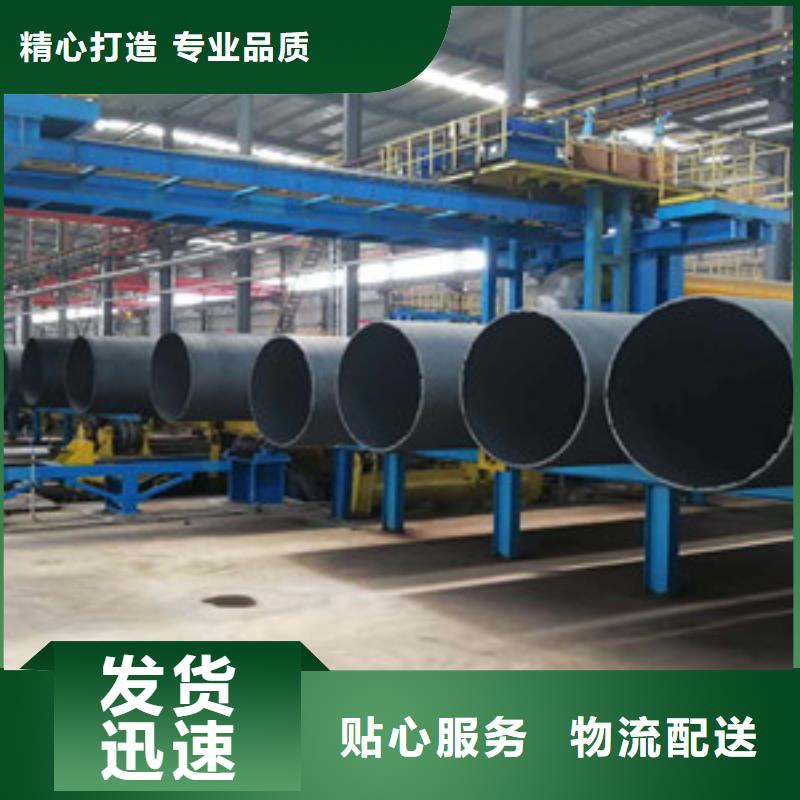
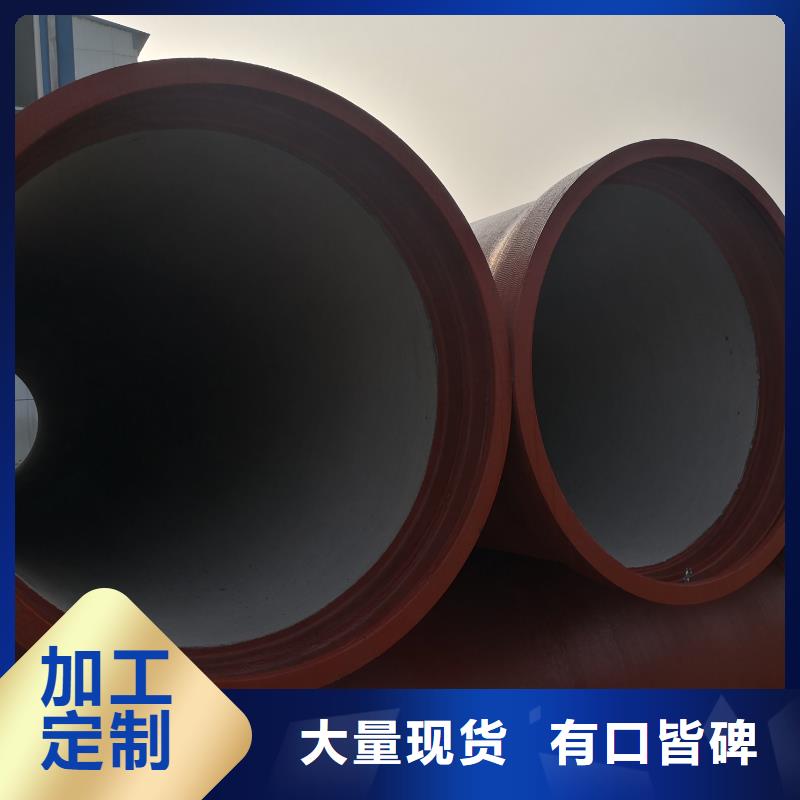
这种缺陷只有消失模中有,这是由它的充型特殊性造成的。如前所言,消失模属实型,造型材料使用干砂,砂粒之间没有粘结剂,铸型的形状是由消失模维持的,充型过程是在浇注时铁液流动前沿,将靠近它的消失模逐次不断气化,不断充型。消失模气化过早会使铸型溃散;过迟,气化后的气体不断排出。漳州球墨铸铁管件充型速度不同时,充型速度较慢的铸件的消失模会有相对较多的气休,两个相邻的铸件铁液液位高度不同时,在铁液压力的作用下型壁移向另一方,造成此类缺陷。所以须严格注意两件浇注系统的合理分配,以避免此类缺陷出现。在一个浇注系统有两个以上的漳州球墨铸铁管件时,在相邻的两个铸件中,其中一个铸件的壁厚增加而另一个铸件的壁厚减小,更有甚者两个铸件一个铸件出现大孔洞,而另一个铸件局部增厚一倍。



界首k9球墨铸铁管供应商
总结 界首k9球墨铸铁管供应商_福建省漳州市格瑞管业,固定电话:17768165506,移动电话:0527-88266888,联系人:邓经理,QQ:1512053520,开发区 发货到 福建省漳州市。